La Benzocaïne fait partie du groupe des allergènes substitués par une amine primaire en position para. C’est une molécule dérivée de l’acide para aminobenzoïque utilisée comme anesthésique local dans plus de 600 préparations « grand public » : antihémorrhoïdaires, pastilles pour la gorge, sirop de dentition, crèmes pour soulager les coups de soleil.
Elle permet, de bloquer la
conduction axonale (bloc de conduction) en agissant,
de façon transitoire et sélective sur les fibres nerveuses : sensitives,
sensorielles, sympathiques, parasympathiques et motrices. Elle permet également de supprimer la sensibilité douloureuse sans
altération de la conscience
Dans le cadre de notre projet
industriel, nous avons, dans un premier temps, rechercher les différentes voies
de synthèse, conduisant à la fabrication de la Benzocaïne.
Après avoir déterminée la plus judicieuse, nous avons établi le procédé, en
expliquant les technologies utilisées et leur dimensionnement. Au cours de
toutes ces étapes, une attention particulière a été portée sur l’environnement,
ainsi que sur la toxicité et le coût des différents réactifs et matériels
utilisés. Pour mener à bien ce projet l’ensemble de toutes les connaissances
acquises tout au long de nos quatre années d’études, en chimie organique, Génie
chimique, sécurité, ont été sollicitées.
Toxicologie et propriétés physico-chimiques de la benzocaine
A) Identification du produit
Synonymes : p-Aminobenzoate d’éthyle, Anesthamine, Ethoforme
Numéraux de CAS : 94-09-7
 Masse Molaire : 165.19 g.mol-1
Masse Molaire : 165.19 g.mol-1
Formule chimique : C9H11NO2
Structure chimique : (1)
B) Propriétés chimiques et physiques
Etat Physique : Poudre cristalline
Couleur : Blanche
Odeur : Inodore
Solubilité dans l’eau : 1g dans 2500 mL
Point d’ébullition : 172 °C
Point de fusion : 89 – 92 °C
Point éclair : > 100°C
Température d’auto-inflammation : > 450°C
C) Risques potentiels sur la santé
Inhalation : Peut causer des irritations au niveau du système respiratoire.
Ingestion : Possibilité de problèmes neurologiques.
Contact avec la peau : Provoque des irritations et des rougeurs.
Contact avec les yeux : Provoque des irritations, des rougeurs et des douleurs.
Mesure de premières nécessités
Ingestion : Régurgiter.
Contact avec la peau : Laver la peau avec du savon et de l’eau.
Contact avec les yeux : Rincer abondamment avec de l’eau au moins quinze minutes.
Pour les yeux : Port de lunettes de sécurité.
Pour la peau : Port de gants et de vêtements de protection.

D) Utilisation de la benzocaïne
La benzocaïne est un anesthésique local essentiellement utilisé pour une action de surface sur la peau ou sur les muqueuses.
En effet, sa faible solubilité dans l’eau rend difficile l’administration par voie parentérale. Par contre son caractère lipophile marqué permet à la benzocaïne d’être bien absorbée à travers la peau et les muqueuses. Cependant l’usage de la benzocaïne « seule » s’est pourtant peu à peu raréfié du fait notamment de la courte durée de son activité anesthésique. La faible hydrosolubilité de ce médicament rend difficile l’utilisation de doses élevées qui pourraient en prolonger l’activité anesthésique. (2)
Par contre, elle est toujours très utile pour synthétiser de nombreux médicaments dans lesquels elle n’est présente qu’à un faible pourcentage. (3)
E) Mécanisme d’action
La benzocaïne agit au niveau du neurone en interférant avec le processus d’excitation et de conduction. Le principal lieu d’action de l’anesthésique est la membrane neuronale. La molécule traverse la membrane axonique, riche en lipides, sous forme de base avant de reprendre une forme cationique sur la surface interne du neurone où le pH est plus acide. A ce niveau, l’anesthésique bloque la conduction nerveuse par diminution de la perméabilité membranaire aux ions sodiums qui surviennent lors de la phase de dépolarisation.(4)
(2) Encyclopedia of chemical technology Vol
2. Third Edition. Edition John Wiley & Son, 1978. p 355-357 (3) CHEMEWPER. [en ligne ]. Disponible sur http://www.chemexper.com/chemicals/supplier/cas/94-09-7.html (4) BIAM. [en ligne ]. Disponible sur < http://www.biam2.org/www/Sub2298.html>.
(consulté le 30/10/04).
![]()
Choix de la
voie de synthèse
A) Principales synthèses
Plusieurs étapes sont nécessaires à la
synthèse de la benzocaine :
Etape préliminaire : oxydation du
4-nitrotoluène
Trois voix de synthèse sont possibles pour cette première étape :
Ø
1
Tout d’abord le nitrotoluène est toxique et dangereux pour l’environnement, c’est un composé volatil et donc il est impératif de travailler sous hotte lors des manipulations avec ce composé.
Le dichromate de sodium est également toxique et dangereux pour l’environnement et l’acide sulfurique provoque de graves brûlures.
Cette première réaction donne un rendement tout à fait acceptable qui est de 80%-85% mais à l’échelle industrielle cette réaction peut être dangereuse d’autant plus que qu’un excès d’acide sulfurique peut provoquer une réaction violente.
Ø
2
Le permanganate de potassium ne présente aucun risque, cette deuxième réaction est donc plus acceptable à l’échelle industrielle, le rendement est similaire et la réaction est plus rapide. Cette réaction est réalisée à l’aide de 500 g de nitrotoluène, 720 g de permanganate de potassium et 1800 g d’hydroxyde de sodium dans 18 l d’eau. Le rendement est d’environ 75%.
Ø
3
Enfin cette troisième réaction réalisée à l’aide de l’acide nitrique a également le même rendement et la réaction est plus courte. Le risque de cette réaction est la possibilité d’une substitution électrophile aromatique d’un groupement nitro en ortho du groupement méthyle. (5)
Le choix le plus acceptable à grande
échelle est l’oxydation du nitrotoluène par le permanganate de potassium mais en
industrie, il faut être prudent en manipulant le nitrotoluène.
Nous pouvons commencer à synthétiser la
benzocaine à partir de 4-nitrotoluene, ou à partir de l’acide 4-nitrobenzoique.
Nous choisirons de démarrer notre synthèse à partir de ce dernier réactif,
moins dangereux.
1 ère étape : Estérification de l’acide 4-nitrobenzoique
Cette deuxième étape consiste à faire réagir notre acide-4-aminobenzoique avec de l’éthanol absolue, deux possibilités existent :
Ø
1
(5)John Wiley and sons.
P-nitrobenzoic acid. Organic synthesis,1932,vol 1, pp 385-386.![]()
L’acide 4-aminobenzoique est nocif en cas d’ingestion ; l’éthanol absolu et l’éther diéthylique sont facilement inflammables, et l’éther peut facilement former des peroxydes, mais ces risques peuvent être facilement contrôlés en industrie.
Par contre,
cette estérification est très longue (reflux de 16 heures à partir de 21 g de nitrobenzoate d’éthyle, 11,5 g d’éthanol, 3,8g d’acide
sulfurique, 30 ml de sodium et 50 ml d’éther), même si elle donne un très bon
rendement qui est de 86 %.(6)
Ø
2
Cette réaction donne des rendements similaires à celle de la première possibilité, et elle est plus courte car elle demande seulement un reflux de 45 min. Nous choisirons donc cette possibilité qui nous fait gagner du temps, donc de l’argent !
Le protocole est le suivant :
- Dans un réacteur de 250 mL équipé d’un réfrigérant à reflux, d’une ampoule de coulée et d’un système d’agitation, on introduit 6,8 g d’acide 4-nitrobenzoique et 60 mL d’éthanol absolu.
- On coule lentement, en agitant, 8 mL d’acide sulfurique concentrée.
- On chauffe à reflux pendant 45 min.
- On refroidit à température ambiante ; on coule sur 100 mL d’une solution de soude à 10% et 100g de glace pilée, en agitant vigoureusement.
- On filtre sur büchner, puis on rince à l’eau glacée.(7)
(6)
B.S.FURNISS, A.J HANNAFORD, V.ROGERS. IV :
aromatic compounds, 59 : Ethyl p-aminobenzoate. In : Vogel’s. Fourth edition. New
York : Scientific & Technical,
1978, p 663-665 (7)Epreuve fondamentale de chimie. Disponible sur : <http://www.educnet.education.fr/rnchimie/bts_c/annales/tp/1997/2_session_1997_c.pdf
> (consulté le 10./11/2004)
![]()
2 éme étape : Réduction du
4-nitrobenzoate d’éthyle
Nous nous
limiterons plus particulièrement à cette réduction dans la suite de notre
rapport, c'est-à-dire que nous allons dimensionner à l’échelle industrielle cette
réaction. Par contre nous avons réalisé les schémas par blocs et de procédé sur
l’estérification et la réduction.
Pour cette dernière étape de synthèse, nous avons trouvé trois possibilités. Trois de ces réactions nécessitent un métal pour réduire la fonction nitro et la dernière nécessite l’emploi de dihydrogène.
Ø
1
Zn/CaCl,H2O
EtOH
![]() NO2C6H4CO2Et NH2C6H4COEt (num)
NO2C6H4CO2Et NH2C6H4COEt (num)
Protocole : - Dans un réacteur (muni d’un réfrigérant à reflux et d’un agitateur mécanique) de 250 ml, introduire 2,4g de CaCl, 25 ml d’eau et 110 ml d’EtOH à 95 %. Ajouter 5,0g de 4-nitrobenzoate d’éthyle commercial et 40g de Zn en poudre.
- Chauffer à reflux pendant 1h10, puis refroidir dans un bain d’eau glacée.
- Filtrer sur Büchner et laver avec 60 ml l’éther diéthylique froid.
- Verser le filtrat dans une ampoule à décanter, y ajouter 150 ml d’eau saturée en NaCl et récupérer la phase organique. Effectuer l’extraction de la phase aqueuse avec 60 ml d’éther. Réunir les phases organiques.
- Sécher sur sulfate de Magnésium anhydre.
- Concentrer la solution par distillation, jusqu’à ce que la température des vapeurs atteigne 52°C.
- Ajouter de l’eau glacée à la solution concentrée et chaude jusqu’à observer le début de cristallisation.
- Refroidir fortement en agitant vigoureusement et filtrer sur Büchner.
- Essorer, sécher sur papier filtre, puis à l’étuve (60°C).
Malheureusement, là encore, le zinc risque de poser des problèmes à l’échelle industrielle. En effet, ce métal, lorsqu’il est en poudre, est très inflammable dans l’air, surtout s’il est humide (il faut garder les contenaires fermés et au secs).(8)
M (Zn)=65g.mol-1

Ø
2
- Réaction de Béchamp
En 1854, Béchamp découvrit que les fonctions nitro pouvaient être réduite par du fer et de l’acide acétique, puis, en 1857, Perkin, appliqua cette réaction pour synthétiser l’aniline. Nous pourrions donc réduire le 4-benzoate d’éthyle en Benzocaïne avec cette réaction sachant qu’elle n’altère pas la fonction ester :
FeCl2
![]() 4 EtOOCC2H4NO2 + 9 Fe + 4 H2O 4 EtOOCC2H4NH2
+ 3 Fe3O4
4 EtOOCC2H4NO2 + 9 Fe + 4 H2O 4 EtOOCC2H4NH2
+ 3 Fe3O4
Protocole : - Dans un réacteur, introduire l’eau, 20 % du Fer nécessaire et 5 à 10 % de
4-nitrobenzoate d’éthyle.
- Porter le mélange à reflux avec une forte agitation.
- Une fois que la réduction a commencé, ajouter le reste de 4-nitrobenzoate d’éthyle et de Fer doucement afin d’éviter les trop grandes montées de température et de pression (c’est une réaction exothermique).
- Pour que la réduction se fasse, chauffer le mélange réactionnel à 100°C pendant 2 heures après l’addition complète des réactifs. La réaction est terminée au bout de 8 à 10 heures
- Filtrer l’oxyde de Fer et laisser décanter le mélange réactionnel, puis récupérer la phase organique qui contient la benzocaïne.
- Effectuer un stripping (entraînement à la vapeur pour éliminer toute l’eau, puis une distillation afin de récupérer la benzocaïne pure.
Cette réaction nous est apparue comme la meilleur au début car le Fer n’est pas dangereux, et c’est la réduction la plus classique pour les groupements Nitro. Mais il faut penser à ce que nous ferons avec tout l’oxyde de Fer produit, à comment l’extraire, le stocker, etc.
De plus, nous avons lu dans la littérature que le procédé de Béchamp avait une importance de plus en plus réduite de part les avancées technologiques qui permettent notamment d’utiliser du H2, pourtant explosif, en industrie. Observons donc cette voix de synthèse ! (9)
Ø
3
Cette réaction, une hydrogénation catalytique, est décrite comme étant la plus simple à l’échelle du laboratoire (num) (num):
![]() O2NC2H4COOEt + 3 H2 H2NC2H4COOEt
+ 2 H2O
O2NC2H4COOEt + 3 H2 H2NC2H4COOEt
+ 2 H2O
Protocole : - Introduire 9,75g de 4-nitobenzoate d’éthyle, 100ml d’éthanol et 0,1g de PtO2 dans un appareil spécifique aux réactions d’hydrogénation.
- Le mélange est agité. Introduire le H2 au fur et à mesure jusqu’à ce que 3 équivalents de dihydrogène aient réagi (Le temps de réaction sera étudié un peu plus loin).

- Filtrer le Pt et et rincer la vaisselle avec de l’éthanol.
- Evaporer l’alcool du filtrat sur un bain d’eau chaude.
- le résidu solidifie en refroidissant.
- Dissoudre cette benzocaïne brute dans de l’éthanol, ajouter du charbon actif pour décolorer, chauffer et filtrer à nouveau.
- Chauffer le filtrat jusqu’au point d’ébulition, ajouter de l’eau chaude jusqu’à voir les premiers cristaux se former et laisser refroidir (la recristallisation a alors lieu).
- On obtient finalement de la benzocaïne.
On obtient entre 8,8g et 9,7g (91 à 100% de rendement).
Les réactions d’hydrogénation sont très bien connues et sont effectuées sans problème à l’échelle industrielle. Nous décidons donc de développer cette 4ème possibilité à l’échelle industrielle : l’hydrogénation catalytique ! (10)
B) Notre voie de synthèse à l’échelle
industrielle
En 1958, un procédé utilisant du H2 avec un catalyseur métallique était utilisé par la compagnie américaine Cyanamid (num). Cette compagnie utilisait ce procédé pour produire 11 400 tonnes d’aniline par an. La réaction se fait à haute température (environ 270°C) et haute pression (environ 234 kPa) avec un temps de contact très court. Mais nous savons que le 4-nitrobenzoate d’éthyle est un solide en poudre. Nous ne pourrons donc pas reprendre les procédés de fabrication de l’aniline car ceux-ci transforment tous les réactifs en gaz en les injectant sous pression dans les réacteurs. Ne pouvant avoir notre 4-nitrobenzoate d’éthyle sous forme gazeuse, nous devons trouver un autre procédé.
Nous ne développerons que la réduction à grande échelle (et pas l’estérification) car il faudrait alors faire un rapport deux fois plus long. Nous supposerons tout de même que notre entreprise effectue l’étape d’estérification dans une autre partie du bâtiment. Le 4-nitrobenzoate d’éthyle qui est alors fabriqué est sous forme solide. Nous supposerons donc que ce solide est placé (au fur et à mesure de sa production) par des ouvriers dans un réacteur « intermédiaire ». C’est dans ce réacteur que l’on ajoute les quantités d’éthanol connues (en fonction de la quantité de solide que l’on ajoute à chaque fois) pour solubiliser le réactif. Le réacteur est agité pour que tout le réactif soit bien solubilisé.
Pour fabriquer 100 kg, il faut :
|
|
Echelle laboratoire |
Echelle industrielle |
|
4-nitrobenzoate d’éthyle |
9,75 g |
110 kg (68,32 L) |
|
PtO2 |
0,1 g |
1,13 kg |
|
H2 * |
3,9 L (sous 1 atm) |
41 150 L (sous 1 atm) |
|
EtOH |
100 mL |
850 L (671 kg) |
* Le volume d’hydrogène est
calculé à l’aide de l’expression des gaz parfaits : PV=nRT
![]()
Plusieurs problèmes se posent d’entrée de jeu à grande échelle :
- Tout d’abord nous allons devoir effectuer une réaction avec trois phases en présence : liquide/solide/gaz. Quel réacteur doit-on donc choisir (Grignard ou lit fixe) ?
- Deuxièmement, le temps de réaction n’est pas clair dans les protocoles de laboratoire. Si la réaction se fait à 25°C et sous 760mmHg (1 atm), il faut 2,5 heures. Par contre, si elle se fait dans un réacteur sous une pression de 3 à 3,5 atm, il faut environ 7 min pour que l’hydrogène soit absorbé. A l’échelle industrielle, plus on va vite, plus on gagne de l’argent, donc on travaillera avec un réacteur sous pression. Mais il faudra faire des essais pilotes pour avoir la pression optimale et le temps de réaction optimal.
Voici la démarche que nous avons finalement choisie :
Nous travaillerons en discontinu car il faudra charger des solides d’une part, or, les pompes à solides n’existent pas ; et le temps de contact (donc le temps de séjour nécessaire pour que le H2 soit totalement absorbé) est trop difficile à déterminer pour travailler en continu.
Dans le réacteur (Grignard fermé), la quantité de 4-nitrobenzoate d’éthyle (110 kg) solubilisé dans les 850 L d’éthanol est donc introduite grâce à une pompe. C’est cette pompe qui fait le lien entre l’étape précédente d’estérification et l’étape de réduction. En effet, nous pompons directement dans le réacteur « intermédiaire » défini précédemment la quantité désirée pour la fabrication de 100 kg de benzocaïne. En fonction du débit fixé, nous connaîtrons la quantité acheminée (environ 920 L) et le temps nécessaire pour cet opération (moins de 5 min). Une fois cette quantité introduite, on arrête la pompe (manuellement ou avec un programme informatique). On introduit alors manuellement le catalyseur et on démarre l’agitation. Le catalyseur choisi est le Platine car son prix est devenu inférieur à celui du Palladium ces 3 dernières années (avec la participation grandissante des pays de l’Est dans l’Europe).
Le volume de dihydrogène est quant à lui stocké dans des bouteilles sous pression (ou viendra directement d’une unité de production d’hydrogène). Il est introduit petit à petit dans le réacteur (grâce à des buses). Le réacteur étant muni de capteurs, on contrôle la pression. L’éthanol ayant un faible point d’ébullition, il faut faire attention à ce qu’il ne soit pas sous forme gazeuse dans le réacteur. Les essais en pilote nous permettrons de définir les paramètres de pression exacts. L’introduction de dihydrogène se fait petit à petit pour qu’il est le temps d’être bien adsorber par le catalyseur et donc pour que la réaction est le temps de bien se faire. La pression va un petit peu augmenter au début puis va se stabiliser. Il est donc très important de pouvoir la contrôler. Une fois tout le dihydrogène introduit, on laisse la réaction se dérouler pendant le temps déterminé en pilote.
On vidange alors la solution et on filtre le catalyseur (voir Filtres, p 34).
Le filtrat que l’on récupère alors est coloré à cause des réactions secondaires qui ont lieu (causées par le catalyseur). Ce filtrat est donc introduit dans un nouveau réacteur muni d’un lit de charbon actif. En étant filtrée sur ce lit de charbon, la solution est décoloré. Cette étape est importante sans elle, la poudre de benzocaïne serait alors colorée. Or, il ne faut pas oublier que la benzocaïne est utilisée pour fabriquer des médicaments : l’apparence finale doit donc être une poudre blanche bien pure.
Le nouveau filtrat est alors introduit dans un nouveau réacteur de Grignard. Pour cristalliser le produit, on chauffe la solution jusqu’au point d’ébullition du solvant et on ajoute autant d’eau chaude qu’il y a d’éthanol (environ 850 L) en supposant que la benzocaïne est insoluble à froid dans un mélange 50/50 (eau/éthanol). Le fait que la benzocaïne soit soluble à chaud dans ce mélange et pas à froid permet donc de cristalliser notre produit en refroidissant la solution grâce à la double enveloppe. Il ne reste plus qu’à vidanger et à filtrer à nouveau pour obtenir notre benzocaïne pure en poudre.
Nous avons vu d’autre part pendant la visite à Pfizer que l’industrie pharmaceutique stérilise souvent les poudres de produits avec un traitement à l’oxyde d’éthylène pour s’assurer de sa propreté lors de la conception finale du médicament. Mais nous n’avons pas trouvé d’informations sur la façon dont ce traitement s’effectue et ne pouvons donc pas développer ce procédé.
Procédé
C) Caractéristiques du procédé
Nous avons choisi un procédé discontinu car nous cherchons à synthétiser un produit pharmaceutique : la benzocaine dont la quantité annuelle produite est trop faible pour justifier un procédé continu surtout réservé aux gros tonnages.
La synthèse s’effectue en deux étapes, l’estérification et la réduction, il est par conséquent plus facile de corriger une production défectueuse.
De plus, travailler en discontinu est moins coûteux en terme de prix d’installation et de maintenance, permet d’utiliser un appareillage polyvalent, de travailler sur des charges relativement faibles, et de donner parfois des rendements plus élevés.
Par contre, elle nécessite un besoin élevé en personnel (car procédé discontinu) et une quantité et une qualité de produit formé pouvant évoluer dans le temps.
Stockage,
déplacement, toxicologie des réactifs
A) Caractéristiques physico-chimiques des réactifs
|
Produits |
M (g/mol) |
d |
Point d’ébullition |
Point de fusion |
Etat T=25°C P=1 atm |
toxicité (ANNEXE
1) |
|
Acide nitrobenzoique |
167,12 |
1,61 |
242°C |
_ |
solide |
R 22 S 24/25 |
|
Ethanol |
46,07 |
0,789 |
78,5°C |
-
114°C |
Liquide |
R 11 S7 16 |
|
Acide
sulfurique |
98,08 |
1.836 |
10,49°C |
290°C |
liquide |
R 35 S 26 30
45 |
|
Hydroxyde de
sodium |
40,01 |
2,13 |
1390°C |
318°C |
solide |
R 35 S 26 37/39
45 |
|
Hydrogène (H2) |
2,02 |
0,069 (à 1,013 bar et à 15°C) |
259°C |
252,8 |
gaz |
R 12 S 9 16
33 |
|
PtO2 |
227,09 |
11 |
_ |
450°C |
solide |
R 8 36 S 26 |
B) Risques et
stockages des réactifs
Acide p-nitrobenzoique
Incompatibilité
Ce produit est incompatible avec ces substances : les agents réducteurs, les
agents oxydants forts, les bases fortes, l'humidité, les acides ou fumées
d'acides.
Produits de décomposition
Décomposition
thermique : fumées toxiques d'oxydes de carbone et d'oxydes d'azote.
Stockage
Maintenir dans un récipient étroitement fermé, stocké dans un secteur
frais, sec et aéré. Protéger contre des dommages physiques (l’acide est
irritant pour la peau). Isoler des substances incompatibles. Les récipients de
ce matériel peuvent être dangereux si ils sont vides puisqu'ils maintiennent
des résidus de produit (la poussière, solides). (11)

![]()
Acide sulfurique
Risques
L’acide sulfurique est un composé ininflammable et inexplosible.
Toutefois certaines réactions (en présence de métaux) peuvent s’accompagner
d’un dégagement d’H2 qui est source d’incendie et d’explosion. Dans
notre procédé nous n’utilisons pas de métaux lors de l’utilisation de l’acide
pour l’estérification de l’acide 4-nitrobenzoïque, les risques liés à
l’hydrogène sont donc très faibles.
Stockage
Le stockage de l’acide sulfurique concentré s’effectue généralement dans des récipients en acier inoxydable. Dans notre cas, l’H2SO4 nous permet de travailler en milieu acide lors de l’estérification, mais ce n’est qu’un catalyseur ; nous utiliserons donc des récipients utilisés pour des petites quantités. Dans ce cas, les bonbonnes seront protégées par des enveloppes métalliques plus résistantes.
L’acide doit être stocké dans des locaux frais, bien ventilés, à l’abri des rayons solaires et à l’écart de toute source d’ignition ou de chaleur. (12)
Ethanol
Risques
L’éthanol est un liquide incolore, volatile et hygroscopique (elle absorbe très rapidement le dioxyde de carbone et l’eau contenus dans l’air). Attention aux risques d’incendie car l’éthanol est facilement inflammable (point éclair à 12,8°C).
Stockage
Le stockage de l’éthanol s’effectue généralement dans des récipients en verre ou en acier. Pour des conditions particulières de stockage, des récipients métalliques recouverts de résines phénoliques sont utilisés. L’aluminium et certaines matières plastiques sont à éviter.
Le procédé nécessite des quantités importantes en éthanol notamment pour l’étape d’estérification. Il est donc préférable de le stocker dans des citernes de grande capacité. Les cuves d’éthanol seront stockées à l’air libre dans des locaux frais et bien ventilés, à l’abri de toute source de chaleur et d’ignition ainsi qu’à l’écart de produits oxydants. (13)
Hydroxyde de
sodium
Risques
La soude est une substance très corrosive et hygroscopique.

Stockage
Le stockage est effectué dans des récipients en plastique. Ceux-ci doivent être entreposés dans un endroit frais, sec, bien ventilé, à l’abri de la lumière, de la chaleur et à l’écart de produits incompatibles. (14)
L’hydrogène
Risque
L’hydrogène présente une vaste plage d’inflammabilité et de détonation dans l’air.
Stockage
Le stockage de l’hydrogène pose beaucoup de problèmes aujourd’hui et de nombreuses études visent à améliorer les conditions de stockage de ce gaz.
Ce stockage peut se faire sous forme comprimée, liquide, dans des micro-billes, par absorption dans un hydrure, par adsorption dans du charbon actif et dans des nanotubes de carbone. Pour notre procédé, les quantités de dihydrogène nécessaires à la réduction de la fonction nitro étant importantes, nous avons décidé que notre entreprise aurait une unité de production de H2 (ou en construise une). En effet, la production est connue et simple à réaliser en industrie, mais nous ne pouvons développer cette partie dans ce rapport. Le stockage se fera dans des bonbonnes sous haute pression qui seront utilisées rapidement. Cela nous évitera d’énormes dépenses (une bonbonne de 9 L sous 11 bars coûte environ 180 euros !).(15)
Oxyde
de platine
En ce qui concerne le platine, nous l’achèterons à un fournisseur, il sera mis sur support (alumine) afin d’augmenter la surface de contact et de diminuer le prix. Après son utilisation le même fournisseur récupèrera le platine utilisé pour le recycler, donc nous ne nous occuperons pas du recyclage et du stockage de ce catalyseur. C’est un échange entre le fournisseur et l’entreprise, une unité de recyclage du catalyseur n’étant pas rentable.

![]()
C) Transport des réactifs
Transport des liquides
Comme nous l’avons déjà mentionné, nous utilisons de faibles quantités d’H2SO4 pour se placer en milieu acide lors de l’étape d’estérification. Des conteneurs de petits volumes de quelques mètres cube transportables et empilables seront donc suffisants.
Nous avons pensé à transporter nos liquides par gravité mais cela pose un certain nombre de problèmes technologiques. Les pressions étant relativement faibles, il serait difficile de maintenir l’écoulement stable dans les conditions prévues. C’est pourquoi nous optons pour l’utilisation de pompes.
L’arrivée des liquides à l’usine s’effectue via des camions citernes. Pour l’introduction précise d’un des réactifs (le 4-nitrobenzoate d’éthyle solubilisé dans l’éthanol par exemple), nous utiliserons une pompe centrifuge. D’autre part l’utilisation de pompes centrifuges conviendraient parfaitement pour l’introduction des réactifs liquides en excès (par exemple pour les solvants : éthanol).
Transport des solides et gaz
Etant donné les problèmes posés, les gaz sont stockés le moins possible, c’est pourquoi nous essaierons d’introduire le H2 produit directement dans le réacteur où se produit la réduction. Un réservoir spécial sous pression et de grande capacité pourrait par exemple être l’intermédiaire entre la fin de chaîne de production d’hydrogène et celle de production de benzocaïne, afin de pouvoir contrôler et réguler les quantités de H2. De plus, étant donné que l’introduction de ce gaz se fait à un débit relativement faible pour éviter les problèmes de surpressions et favoriser la réaction, on décide d’utiliser un compresseur qui est généralement une pompe à piston qui permet le transport de celui-ci dans le réacteur.
Nous n’utilisons pas beaucoup de produits solides excepté le catalyseur
intervenant dans la réaction d’hydrogénation, c’est pourquoi nous décidons de
les décharger manuellement dans le réacteur étant donnée les faibles quantités
demandées. (16)
![]()
Le réacteur
A) Description du réacteur de Grignard
Nous avons longuement hésité avant de prendre un réacteur de Grignard
car un réacteur à lit fixe aurait pu très bien convenir pour ce type de
réaction (hydrogénation catalytique). Mais le manque de données sur ces
réacteurs nous a fait préférer le Grignard. Nous avons tout de même expliciter
un minimum l’utilisation possible d’un lit fixe en annexe (voir annexe 3).
1)
Réacteur
principal
Le réacteur est l’élément primordial dans le procédé, car c’est le lieu où va se dérouler la réaction chimique. Il est, à la fois, le siège de phénomènes chimiques et de phénomènes physiques. De nombreux critères sont donc à prendre en compte, lors du choix de celui-ci.
Dans un premier temps, il faut déterminer la nature de la réaction chimique : la réduction du nitrobenzoate d’éthyle en suspension dans l’ éthanol (phase liquide), par le dihydrogène (phase gazeuse), en présence d’oxyde de platine (phase solide), est une réaction hétérogène triphasique L/G/S. De part ce fait, on considérera que l’écoulement se fera à travers une cuve parfaitement agitée. L’agitation devra donc être suffisante pour qu’à chaque instant, la composition, la température, la pression ainsi que toutes les propriétés du mélange réactionnel soient uniformes dans toute la masse réactionnelle.
Comme la réaction se fait en présence de dihydrogène sous pression à environ 3-4 bars, on préférera utiliser un réacteur fermé, utilisé, généralement, pour les opérations délicates ; un système de régulation de la pression en sortie du réacteur est donc indispensable. Travailler en discontinu, c’est à dire utiliser un réacteur fermé, consiste à charger les réactifs, en une seule fois, dans le réacteur. Ensuite, on laisse la transformation chimique se dérouler dans le temps ; la vidange s’effectuant en une fois, en fin d’opération.
![]()
Système
d’injection du H2
Bulles de H2
![]()
![]()
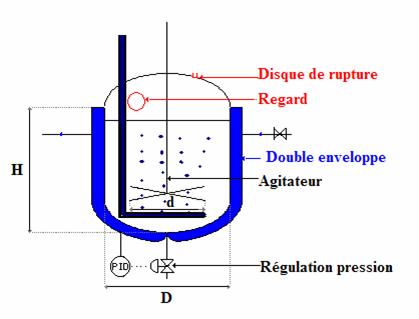
![]() Pour résumer, la réduction avec le dihydrogène se déroule dans un réacteur fermé, parfaitement
agité. Il se présente sous la forme d’une cuve cylindrique munie d’un couvercle
étanche bombé et d’un fond, également, bombé.
Pour résumer, la réduction avec le dihydrogène se déroule dans un réacteur fermé, parfaitement
agité. Il se présente sous la forme d’une cuve cylindrique munie d’un couvercle
étanche bombé et d’un fond, également, bombé.
Pour permettre les échanges thermiques, notre réacteur est muni d’une double enveloppe ; il est préférable d’éviter de mettre, à l’intérieur du réacteur, des serpentins ou des nappes de tubes, qui pourraient compromettre l’agitation et rendre difficile le nettoyage des appareils, dans la mesure où nous travaillons avec un catalyseur solide en suspension, qui présente une possibilité de dépôt. La double enveloppe est nécessaire, car la réaction est exothermique. Il y a donc un fort dégagement de chaleur. Pour refroidir l’intérieur du réacteur, on utilisera de « l’eau du robinet », solution qui paraît beaucoup plus économique.
Notre réacteur est également équipé d’un disque de rupture. C’est un disque qui obture une large ouverture et dont la résistance est calculée pour qu’il se déchire lorsque la pression dépasse une valeur, au-delà de laquelle l’appareil n’est pas prévu. On utilise un tel équipement car la réaction est exothermique ; il y a donc un certain risque de dégagement de gaz ou de vapeur en quantité plus importante que prévu, voire d’emballement de la réaction. L’ouverture, sur laquelle est placé le disque, doit être suivie d’une tuyauterie de large diamètre conduisant au crash tank.


Avant la Rupture Après la
rupture

Dans le couvercle du réacteur, sont insérés des disques de verres appelés, regards, qui permettent de voir le contenu du réacteur. Il en faut deux : l’un pour apporter la lumière et l’autre pour regarder.
Notre réaction ne s’effectuant pas en présence d’acides forts ou d’ions halogénures, l’utilisation d’un réacteur en acier émaillé n’est pas nécessaire. On optera donc pour un réacteur en Inox 316 L.
Enfin, pour faciliter les opérations de maintenance, il faut prévoir un trou d’homme.
Quant au volume du réacteur, le volume réactionnel n’excédant pas 1200 L, on optera pour un réacteur d’une capacité de 1500 L, soit un diamètre D=1,2 Mètres. On préférera le surdimensionner, pour palier aux éventuels risques d’emballement et de montée en pression.
Par la suite, pour les calculs, on considérera une cuve standard avec D= Hl = 3d. (17) (18)

2)
Réacteur
secondaire
Un réacteur à lit de charbon actif sera utilisé pour décolorer la solution, mais ce réacteur sera détaillé dans la partie filtre car la solution est filtrées sur le lit de charbon.
Nous utilisons un deuxième réacteur de Grignard en fin de procédé, lors de l’étape de recristallisation.
Ainsi, ce dernier sera équipé d’une double enveloppe, permettant la circulation d’un liquide chaud au début de la cristallisation, puis d’eau froide pour refroidir le mélange, et favoriser la formation des cristaux. Un mobile d’agitation sera également nécessaire, pour assurer un excellent transfert thermique et disperser les cristaux ; on pourra ainsi utiliser une hélice marine profilée.
B)
Transfert
thermique
La réaction de réduction par le Dihydrogène est exothermique. En effet, dans le réacteur, il y a une montée de la température jusqu’à environ 60°C. La chaleur dégagée par la réaction est telle, qu’il faut refroidir le milieu réactionnel grâce à de l’eau de refroidissement, qui circule à l’intérieur de la double enveloppe du réacteur. Le transfert de chaleur consiste, tout simplement, à transférer la chaleur du réacteur (la source) au fluide froid de la double enveloppe (le récepteur).
Une fois que le liquide récepteur a effectué son travail et refroidi la source, il contient de la chaleur que l'on doit dissiper. Ceci s'effectue en transférant cette chaleur dans l'environnement.
Il convient donc, de déterminer la quantité d’eau froide, que l’on doit utiliser, pour effectuer cette opération de refroidissement. Pour cela, nous allons, dans un premier temps, déterminer la quantité de chaleur dégagée au cours de la réduction ; cette chaleur dégagée étant équivalente à la chaleur captée par l’eau, nous pourrons ainsi déduire la quantité de fluide refroidissant.
|
Re |
1715727 |
|
Pr |
41 |
|
Nu |
6760 |
|
hi |
1104 J.s-1.m-2.K-1 |
|
U |
455,07 W.m-2.K-1 |
|
Qchaud = Qfroid |
110 712
kcal.h-1 |
|
meau |
18,45 m3.h-1 |
Voir
l’annexe 5 pour le détail des calculs
C)
L’agitation
Comme nous l’avons vu précédemment, notre mélange est triphasique, c'est-à-dire qu’il va falloir agiter un mélange liquide /solide/gaz. Pour avoir une agitation optimale, nous allons regarder les caractéristiques d’un mélange liquide/solide puis celles d’un mélange liquide/gaz et nous croiserons les données.
· Mélange L/S : Nous allons chercher à créer une vitesse ascendante du fluide supérieure à la vitesse de chute des particules qui provoquerait une sédimentation de notre catalyseur. Il faut également créer une vitesse descendante afin de maintenir en suspension les grains de catalyseur.
Nous voulons donc obtenir une suspension uniforme du catalyseur, et du point de vue chimique, cela va donc provoquer un transfert de matière. La quantité de matière transférée s’exprime d’une façon générale par :
J=klA(Cf-Ci)
Avec
J : densité de flux de matière (mol.m-3.s-1)
kl : débit de
matière transférée (m.s-1)
A : surface interfaciale (m2.m-3)
Cf-Ci
: gradient de concentration (mol.m-3)
Si toutes les particules sont en suspension, l’aire interfaciale et le gradient de concentration ne sont pas affectés par l’intensité de l’agitation. Cependant, le débit de matière transférée est fortement influencé par l’agitateur. On a donc recours à des essais pilotes pour déterminer les variations de kl en fonction des conditions d’agitation.
·
 Mélange
L/G : Le H2 intervenant dans la réaction, il faut que le
gaz soit bien dispersé, et il faut aussi que le mélange favorise une bonne
absorption du gaz par le liquide. Idéalement, nous aimerions avoir un régime
hydrodynamique de type décharge de la turbine.
Mélange
L/G : Le H2 intervenant dans la réaction, il faut que le
gaz soit bien dispersé, et il faut aussi que le mélange favorise une bonne
absorption du gaz par le liquide. Idéalement, nous aimerions avoir un régime
hydrodynamique de type décharge de la turbine.
Pour que le gaz soit bien absorbé, il faut que le transfert de matière soit supérieur aux résistances dues à la diffusion à travers le film gazeux, à la diffusion à travers le film liquide entourant la bulle de gaz, à la solubilité du gaz dans le liquide, …
En agitant, on augmente la surface de contact liquide/gaz en provoquant d’importantes zones de turbulence au niveau des surfaces d’échanges.
Nous avons par exemple pensé utiliser une hélice pour que le gaz puisse avoir un contact prolongé avec le liquide afin d’y être absorbé. Pour cela on dispose un paraboloïde autour de l’hélice. Ainsi, la partie située dans le paraboloïde au-dessus de l’hélice est remplie de gaz qui se trouve constamment dispersé dans le liquide et recyclé jusqu’à absorption totale.
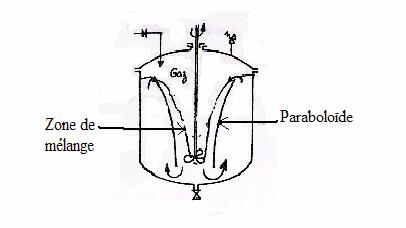
Disperseur de gaz dans liquide
Mais l’hélice et son arbre doivent être particulièrement résistants à cause du vortex créé qui provoque des vibrations aboutissant à une déformation de l’agitateur !
De plus, il ne faut pas oublier la présence du Pt en suspension : il faut éviter la création d’un vortex. Pour cela, il y a 2 possibilités :
- mettre des chicanes dans le réacteur
- Excentrer le mobile d’agitation
![]()
Le problème avec des chicanes est que l’on utilise un catalyseur solide. En effet, les grains de Pt risquent de s’agglomérer contre les chicanes et nous ne pourrons pas obtenir de suspension uniforme. Le nombre de problèmes qui se posent avec une hélice (flux axial et pas radial, mise en suspension du Pt,…) nous incite à se pencher vers des agitateurs à flux radiaux.
En effet le flux radial permet d’avoir une forte turbulence tout en créant des contraintes de cisaillement très utiles pour notre mélange :
- nous pourrions utiliser un agitateur à pâles. Ces agitateurs sont pratiques pour maintenir en suspension dans un liquide un solide. Le dispositif est constitué d’un arbre sur lequel sont montées des lames plates droites, courbées ou inclinées. La vitesse de rotation doit alors être assez élevée, ce qui ne pose pas de problème vu la faible masse volumique de notre mélange (P=850).
- nous pouvons également utiliser un agitateur à turbine. La vitesse du liquide a alors une composante radiale et un tangentielle, ce qui nous parait être un bon compromis. Les contraintes de cisaillement sont importantes dans ce cas, ce qui est un atout de plus. Les agitateurs à turbine tournent à grande vitesse et ont un diamètre assez petit par rapport au réacteur. Ils permettent une turbulence considérable autour des grains d’un solide dispersé, en assurant ainsi une mise en solution très rapide, ce qui est très pratique puisque nous travaillons en discontinu. Mais les turbines créent un vortex, tout comme les hélices.
Pour résumer, il faudra que l’on ait :
- une forte turbulence,
- un fort cisaillement,
- une bonne circulation,
- un très bon pompage,
- pas de vortex, mais aucune chicane !
Enfin, n’oublions pas que notre catalyseur a une densité plus grande que celle du mélange (11>0,9), il est donc nécessaire d’avoir une agitation suffisante pour que le Pt ne sédimente pas. Le fait qu’il ne soit pas en grande quantité limite le problème : avec une agitation forte, les grains seront quand même en suspension.
Nous choisirons donc un agitateur à pales muni de contre-pale pour éviter la formation d’un vortex. Le diamètre des pales ne devra pas être trop grand (on introduit l’hydrogène par un tuyau qui entre dans le réacteur), et la vitesse de rotation devra être assez forte pour que le Pt soit bien mis en suspension dans le liquide.
Notre réaction utilise de l’hydrogène sous pression et le réacteur lui-même est sous pression. Il faut donc être sûr de l’étanchéité et de la résistance de l’arbre de l’agitateur. Cette étanchéité est assurée par un presse-étoupe où bien par une garniture mécanique.
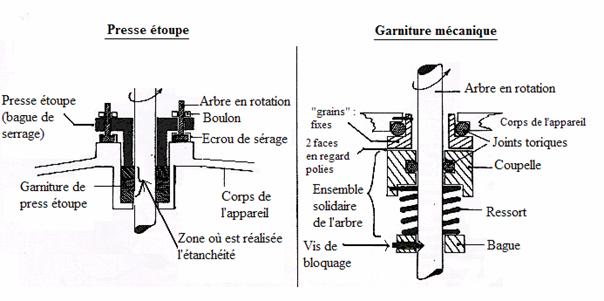
Le serrage du presse-étoupe doit être suffisant pour assurer l’étanchéité sans que l’arbre en soit freiné d’une façon notable (l’étanchéité est donc plus ou moins assurée).
Les garnitures mécaniques, quant à elles, sont plus fragiles et on ne doit pas inverser le sens de rotation de l’arbre.
Quelque soit le système de serrage de l’arbre, il faudra régulièrement regarde son état, le nettoyer si besoin est, etc… (19) (20)
(17) EMILIAN KOLLER. Homogénéisation,
agitation et mélangeage. In : Aide mémoire de génie chimique.
Paris : DUNOD, 2001, p 67-76 (18) P. ANGLARET, S. KAZMIERCZAK. Chap XI : Mise en contact de plusieurs phases,
homogénéisation, agitation, mélangeage. In : Technologie génie
chimique tome 1. Amiens : CNDP, 1985, p 141-148
![]()
D) Description de la pompe
centrifuge alimentant le réacteur
Nous choisissons une pompe pour alimenter notre réacteur en acide 4-nitrobenzoique dissous dans l’éthanol à partir du réservoir à stockage en amont.
Nous prendrons une pompe centrifuge car elle est moins coûteuse qu’une pompe volumétrique et moins fragile, de plus les pompes volumétriques sont utiles quand il est nécessaire d’avoir un débit précis mais dans notre cas la pompe sert juste à déplacer notre mélange EtOH / acide 4-nitrobenzoique, c’est seulement au moment où tout notre liquide concerné sera dans le réacteur que l’on pourra mettre les autres réactifs (par contre il faudra être plus vigilant pour H2, il sera déplacé à l’aide d’une pompe compresseur avec un débit très précis).
Tableau récapitulatif des données numériques à connaître :
Re
|
73.577 |
|
V |
1,22 m.s-1 |
|
f |
0,016 |
|
DHr, asp DHr, ref |
0,232 mCL 1,428 mCL |
|
DHs, asp DHs, ref |
0,038 mCL 0,95 mCL |
|
DHf, tot |
2,205 mCL |
|
Pasp |
13,56 mCL |
|
Pref |
27,29 mCL |
|
HMT |
13,73 mCL |
|
Puissance restituée |
795 W |
|
NPSH disponible |
13,28 mCL |
Voir
annexe 5 pour le détail des calculs
Choix des filtres
Le choix d’un filtre est essentiellement fonction de la concentration en solides dans la charge à traiter et de la finesse de filtration que l’on désire obtenir. Il dépend également de la nature de l’opération à effectuer : continue ou discontinue, automatique ou non, prévoyant la récupération du gâteau ou non, son lavage et son séchage.
La réaction d’hydrogénation catalytique nécessite différente étape de filtration afin d’aboutir à la benzocaine pure commerciale :
- Filtre panier ou filtre à tamis : retraitement du catalyseur
- Filtre à charbon actif : décoloration de notre produit
- Filtre plans horizontaux : cristallisation du produit
A)
Filtre panier ou filtre à tamis (21)
Le platine déposé sur support étant un composé cher, il serait intéressant et primordial de pouvoir le récupérer facilement afin de le retraiter. Une unité de retraitement de catalyseur tel que le platine coûterait trop cher, c’est pourquoi celui-ci sera retraité par la seule entreprise Européenne de traitement : Enghelard.
Le platine étant en faible quantité, nous allons clarifier la solution en filtrant le Pt qui se présente sous forme d’un solide grossier. Le filtre à panier ou filtre à tamis est parfaitement adapté à ce type d’opération. En effet, ce type de filtre est peu encombrant (faible surface), simple et pas cher.
Principe de fonctionnement
Le filtre à panier ou filtre à tamis est un simple élement placé sur une tuyauterie. Le liquide doit traverser une toile tamissante, généralement métallique, en forme de panier et supportée par une tôle perforée. La récupération du catalyseur et le nettoyage se fait en retirant le panier (ANNEXE 3).
B) Filtre à
charbon (22)
Nous décidons d’utiliser un filtre à charbon afin d’éliminer les impuretés issues de réactions secondaires et qui sont susceptibles de colorer notre produit. En effet, nous souhaitons obtenir un produit de couleur blanche pour le commercialiser.
Le charbon actif a le pouvoir de retenir par absorption (c’est à dire en concentrant à sa surface les substances dissoutes) des molécules organiques qui donnent au produit des couleurs, des odeurs et des saveurs désagréables.

Le charbon actif se présente sous forme de poudre ou de grains :
- sous forme de poudre (PAC), il est utilisé dans des cartouches (filtres à cartouche) ;
- sous forme de grains (GAC), il est utilisé dans des filtres classiques lavables (type filtre à sable).
Lorsque la limite de capacité d’absorption est atteinte, la cartouche ou la masse de charbon actif doit être remplacée, sauf dans le cas de très grosses installations industrielles où une régénération à la vapeur peut être économiquement envisageable.
Dans notre cas, nous utiliserons un filtre type filtre à sable car il est plus efficace et plus simple d’utilisation. En plus, il est moins cher !!
C) Filtres plans
horizontaux (23)
Notre produit a recristallisé à chaud, nous devons donc le filtrer. Pour cela nous utiliserons l’équivalent industriel d’un filtre Büchner de laboratoire. Il s’agit du filtre à plans horizontaux qui fonctionne en discontinu.
Malgré sa surface limitée, ce filtre permet de réaliser une couche épaisse allant de 40 à 50 cm.
De plus, il est bon marché et à l’avantage de ne pas poser de problème pour l’extrapolation du procédé utilisé au laboratoire.
Principe de fonctionnement
Le filtre est constitué par une cuve comportant au fond une plaque
perforée servant de support à un tissu filtrant. La recette est reliée à une
source de vide. Ils sont généralement
recouverts d’un couvercle amovible non étanche. Une légère dépression appliquée
au dessus du gâteau protège le personnel contre les vapeurs de solvant.
Les petits filtres que nous n’utiliserons pas sont déchargés à la pelle. Dans notre cas, il sera muni d’un orifice central important et d’un agitateur réglable en hauteur et possédant des pâles inclinées qui lissent le gâteau pendant la filtration, et évitent ainsi le renardage. Après essorage, on change le sens de l’agitateur : les pâles soulèvent le produit et le dirigent vers l’évacuation.

Méthodes
d’analyse
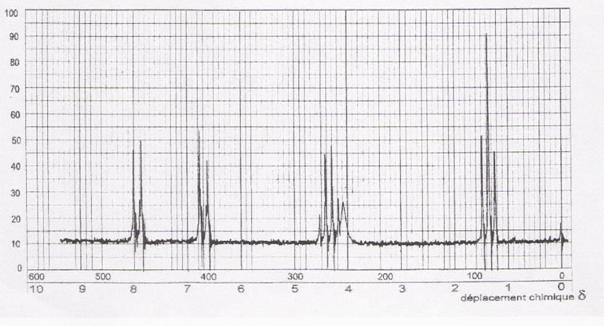
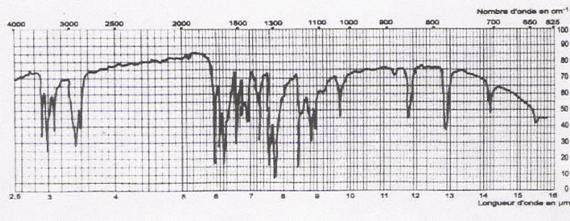
Il faut maîtriser les méthodes d’analyse qui vont permettre d’établir les bilans. Sans analyse, il n’y a pas de bilan fiable et nous ne pourrons donc vendre ce produit à un prix correct. Nous pouvons avoir recours à la détermination du produit par la résonance magnétique nucléaire (RMN) ou les spectroscopie Infrarouge (IR) : (24)
![]()
(24)Epreuve fondamentale de
chimie. Disponible sur : <http://www.educnet.education.fr/rnchimie/bts_c/annales/tp/1997/2_session_1997_c.pdf
> (consulté le 10./11/2004)
![]()
D’autres
techniques existent :
IDENTIFICATION DE LA BENZOCAINE
Dans un tube à essai, on introduit 50 mg environ de benzocaïne et 0,2 ml d’une solution de trioxyde de chrome à 500 g.l-1. On place sur l’ouverture du tube un carré de papier filtre imbibé d’un mélange préparé extemporanément avec des volumes égaux d’une solution de nitroprussiate de sodium à 50g.l-1 et d’une solution d’hydrate de pipérazine à 200 g.l-1. On chauffe à douce ébullition pendant 30 secondes au moins. Il se développe une coloration bleue sur le papier.
ESSAI
Aspect de la solution : On dissout 1,0 g de benzocaïne dans de l’alcool et on complète à 20ml avec le même solvant. La solution est limpide et incolore.
Acidité ou alcalinité : On dissout 0,5 g de benzocaïne dans 10 ml d’alcool neutralisé préalablement en présence de 0,05 ml de solution de phénolphtalèine. On ajoute 10 ml d’eau exempté de dioxyde de carbone. La solution reste incolore et le virage de l’indicateur ne nécessite pas plus de 0,5 ml d’hydroxyde de sodium à 0,01M.
DOSAGE
On dissout 0,400 g de benzocaïne dans un mélange de 25 ml d’acide chlorhydrique et de 50 ml d’eau. On effectue le dosage de l’azote aminé primaire aromatique ; 1 ml de nitrite de sodium correspond à 16,52 mg de C9H11NO2. (25)
![]()
Sécurité, hygiène et environnement
A) Manipulation et
stockage de la benzocaïne
Maintenir dans un récipient étroitement fermé ; stocker dans un secteur frais, sec, bien aéré. Protéger contre les dommages physiques. Eviter la formation de poussière et tenir éloigné des sources d’ignition.
B) Protection
contre l’explosion
Un système d'échappement local et/ou général est recommandé pour maintenir aussi loin que possible les éventuels employés de l’exposition, en cas d’explosion.
Une ventilation, avec un échappement locale est généralement préférée parce qu'elle peut contrôler les émissions du contaminant à sa source, empêchant ainsi la dispersion de celle-ci, dans la zone de travail.
C) Mesures de
lutte contre l'incendie
Le feu : Comme avec la plupart des solides organiques, le feu est possible aux température élevée ou par contact avec une source d'ignition. Le contact avec les oxydants forts peut aussi causer le feu.
En cas d’incendie : Utiliser un jet d'eau, un produit chimique sec, une mousse d'alcool, ou un anhydride carbonique.
L’incendie, l’explosion, l’emballement thermique, le rejet de matières dangereuses ou polluantes constituent des formes courantes d’accidents. Pour pallier, à tous ces risques, il est nécessaire de mettre en place des éléments de sécurité, pour contrôler et assurer le bon déroulement de notre procédé.
Notre réaction de réduction étant exothermique, lors de la mise en place en œuvre du procédé, un système d’urgence devra être intégré en cas de comportement anormal au niveau de la pression ou de la température. En effet pour contrer l’emballement thermique dans le réacteur, détecté par un système de régulation de la pression, un opérateur aurait la possibilité de dégazer en actionnant la vanne de l’évent. Comme il avait été précisé dans la partie technologie du réacteur, ce dernier sera équipé des éléments de sécurité suivants : disque de rupture, d’un crash tank, et des évents.
Pour éviter tous risque d’incendie, il est nécessaire de faire attention lors des chargements des réactifs inflammables. Cette opération s’effectuera donc un local protégé, sous atmosphère inerte, fermé avec une porte coupe-feu. Un réseau de ventilation devra être mis en place, dans l’ensemble de l’atelier dans lequel se déroulera le procédé, mais également dans le local où sont entreposés les réactifs.
Un autre risque majeur est à prendre compte : l’électricité statique. En effet, c’est le phénomène le plus redouté, et il est pris très au sérieux par de nombreuses mesures et précautions. Par exemple, il faut éviter d’utiliser des sacs en polyéthylène en présence d’un solvant ou bien alors de mettre en place des liaisons équipotentielles, des mises à la terre. Enfin, le port de chaussures antistatiques par l’ensemble des opérateurs sera rendu obligatoire.
Le facteur humain, représente également un risque : ainsi une formation spécifique à la sécurité, devrait être indispensable pour expliquer à l’ensemble du personnel, les gestes importants à faire en cas d’accident. Des fiches de sécurité, des modes opératoires détaillés et des procédures spécifiques, devront également être à la disposition des opérateurs, pour minimiser au maximum les erreurs de manipulation.
Enfin, on trouvera dans l’ensemble de l’atelier les éléments de sûreté et de protection classiques, tels que des douches, des rinces œils, des extincteurs, des trousses de premiers secours. L’ensemble des opérateurs sera, quant à lui, équipé de lunettes, de masques et de vêtements de protection.
D) Recyclage et environnement
Au cours de la synthèse de la benzocaine, certains déchets sont produits et doivent donc être gérés afin de protéger l’environnement.
Pour pallier aux risques de pollution, il est nécessaire de prendre certaines dispositions, quant au recyclage des matières premières utilisées, ainsi que pour certains effluents de la réaction.
Les impuretés obtenues après les différentes étapes de filtration seront stockées et envoyées à un sous-traitant pour être récupérées.
Nous avons pensé à différentes façons afin de gérer nos déchets :
- soit en interne : cette technique dépend de la difficulté de retraitement, du coût des investissements et des normes de plus en plus strictes vis à vis du respect de l’environnement.
Les fluides caloporteurs, telle que l’eau utilisée pour refroidir notre réacteur, pourront bien sûr être réutilisés sans aucun problème et pourront même la rejeter dans un cours d’eau sans risque de pollution.
L’éthanol utilisé en grande quantité en tant que solvant dans le procédé devra être retraité. En effet, les filtrats récupérés suite aux différentes extractions seront retraités afin d’en éliminer les différentes impuretés ou réactifs n’ayant pas réagis :
Ø Acide 4-nitrobenzoate d’éthyle
Ø Eaux usées
- soit en externe : Dans notre cas, pour le retraitement du platine nous faisons appel à l’entreprise ENGHELARD spécialisé pour le retraitement des catalyseurs.
Cependant la lutte contre la pollution est généralement coûteuse et les récupérations qu’elle peut susciter souvent peu rentables; il est donc préférable de faire appel à des sous-traitants.
Montant de l’investissement
Il nous est très difficile d’obtenir un montant précis, car peu de fournisseurs donnent le prix de vente de leur produit. De plus étant donné que nous n’avons pas étudié la totalité du procédé, nous ne pouvons que faire une approximation comprenant le prix du réacteur principal et de la pompe. La nécessité de conduire ces fabrications d’une façon économiquement satisfaisante, fait implicitement appel à la notion du prix de revient, et souligne, le fait qu’aux bases scientifiques et techniques, s’ajoutent des considérations économiques comme la qualité, le lieu du conditionnement, la livraison, le personnel…
Nous pouvons seulement avoir une vague idée de l’investissement matériel, ce qui est déjà très intéressant et cela donne une vision de la difficulté d’estimer le prix d’un produit à l’échelle industrielle.
Nous nous limiterons donc aux frais essentiels, sachant que cette liste n’est pas exhaustive.
Pour les réactifs, nous avons consulté le catalogue d’Aldrich afin de connaître les prix pour certains volumes ou masses que nous avons adaptés à nos quantités, et ceci pour 100 kg sachant que l’entreprise achète pour plusieurs cycles de production afin de bénéficier de réductions.(26) (27)
De plus étant donné que nous n’avons pas étudier l’estérification, nous nous limiterons au prix de la réduction de l’acide 4-nitrobenzoique (son prix sera pris également dans l’Aldrich) sachant qu’il est fabriqué dans l’entreprise et donc revient moins cher.
Nitrobenzoate d’ethyl
|
17 000euros
|
PtO2 sur Alumine
|
7141 euros
|
Dihydrogéne
|
70 000
euros
|
Ethanol
|
1700 euros
|
Total
|
euros
|
En ce qui concerne le réacteur, nous avons deux possibilités d’achat soit en occasion sur un site Internet dont la référence est donné dans la bibliographie ou soit à partir d’abaques d’évaluation de prix, étant donné que le prix et l’état du réacteur en occasion nous avons préféré choisir cette option :
 Spécificités : calcul suivant
code ASME
Spécificités : calcul suivant
code ASME
volume :1470 litres
capacité utile :1000 litres
température de service : 125°C
pression de service :1 bar
double enveloppe : 61 litres
pression max :10 bar
agitateur : TECHNOLCHI
systéme de peson PR Matière : INOX /
INOX 316L
Prix (1000L) : 1100 Euros
Par extrapolation, on pourrait trouver en occasion un réacteur de 1500 litres pour 1650 Euros
(26) Achat et vente de matériels chaudronnés
d’industriels à industriels. [en ligne]. Disponible sur <http://www.chaudronnerie.fr/>. (consulté le 15/04/05) (27) Catalogue Aldriche. Disponible
sur : http://www.sigmaaldrich.com/area_of_interesteurope_home/france.htm
(Consulté le 15/04/05)
![]()
Par contre, nous n’avons pas trouvé d’annonce concernant notre pompe (celle décrite dans le rapport) on a donc utilisé l’abaque ci-dessous concernant les pompes centrifuges : on trouve un prix de base de 19 000 euros.(28)
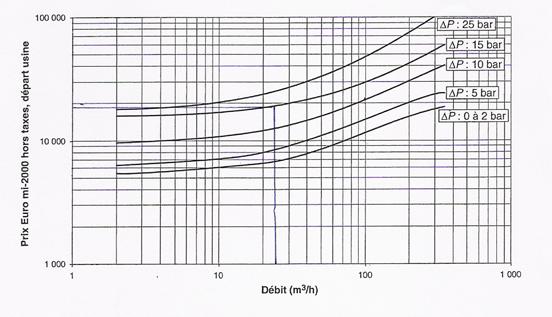
Prix corrigé = prix de base . fd . fe . fm . ft . fp
= 1,20 . prix de base
= 22 800
fd : facteur caractéristique du type de pompe,
fe : facteur caractéristique du type d’entraînement,
fm : facteur caractéristique de la nature du matériau employé,
ft : facteur correctif de température
fp : facteur correctif de pression d’aspiration
Réacteur grignard
|
1
650 euros
|
Pompe
|
22
800 euros
|
Total
|
24 450 euros
|
Voici, de plus quelques informations concernant le gaz et l’électricité :
Gaz naturel
|
16
euros pour 106 kcal
|
Electricité
|
0,05
euros par kW.h
|
![]()
Conclusion
Pour conclure ce projet, nous comprenons maintenant pourquoi les essais pilotes sont si importants ! En effet, nombreuses sont nos questions qui sont restées sans réponses et nombreux sont nos doutes quant au choix du matériel. Nous pensons que le procédé que nous avons développé ici est réaliste et économiquement réalisable ; mais de nombreux points sont encore à approfondir pour qu’une vraie mise en pratique soit possible :
- il faut mettre en place une unité de production de H2,
- il faut développer le procédé de l’estérification,
- il faut faire des tests avec différents agitateurs car celui que nous avons choisi semble convenir théoriquement, mais encore faut il vérifier que l’on ai une agitation optimale pour 1200 L de solution,
- il faut faire des essais pour être sûr que l’on contrôle bien la pression, et pour voir si on peut refaire 3 ou4 fois la réaction dans la même unité de production, …
(28) A .Chauvel.
Manuel d’évaluation économique des procédés. TECHNIP. Paris :
Publications de l’institut français du pétrole, 2001, 488 p